Frézování je jedním z nestárnoucích výrobních procesů. Podle kronikářů byl první frézovací stroj na kovové materiály vyvinut na počátku 19. století. Další důležitý evoluční krok lze pak datovat přibližně do poloviny 19. století, kdy firma Brown & Sharpe představila univerzální frézovací stroj. Déle než století se pak při konvenčním frézování pracovalo se třemi rozměry, které dostaly názvy osa X, osa Y a osa Z podle kartézského souřadnicového systému. Osa X je (obecně) vodorovná. Osa Y představuje pohyb dopředu a dozadu. A na ose Z probíhají pohyby nahoru a dolů.
Po více než jedno století tedy geometrické limity konvenčního obráběcího procesu definovaly pohyby ve třech lineárních osách. I když bylo později možné polohovat vřeteno do požadovaného úhlu nebo upínat obrobky rotačními upínacími elementy, probíhalo samotné obrábění vždy ve třech osách. Přesto se frézování stalo jedním z dominantních výrobních procesů v průmyslovém zpracování kovů.
Přestože vývoj NC a později CNC strojů od 60. let minulého století stále více rozšiřoval možnosti obrábění, najde tříosé frézování své využití nepochybně i dnes. Dokládá to studie z roku 2018, kterou společně provedl Frauenhoferův institut pro výrobní technologie IPT a spolek WBA Aachener Werkzeugbau Akademie, podle níž je tříosé frézování stále dominantní konfigurací os i ve výrobě nástrojů s využitím v téměř 50 procentech případů, zatímco pětiosé konfigurace byly před čtyřmi lety použity pouze v asi deseti procentech případů.
Důvody překvapivě nízké frekvence využívání pětiosého obrábění, které studie uvádí, jsou zřejmé. Zaprvé je to proto, že velké množství vyrobených obrobků simultánní pětiosé obrábění nutně nevyžaduje. Zadruhé lze nízkou frekvenci využívání pětiosého obrábění vysvětlit většími výzvami, kterým čelí uživatelské společnosti, zejména v oblasti programování. Avšak v právě těchto dvou aspektech hraje interakce a evoluce do karet pětiosému frézování.
Pětiosé obrábění má budoucnost

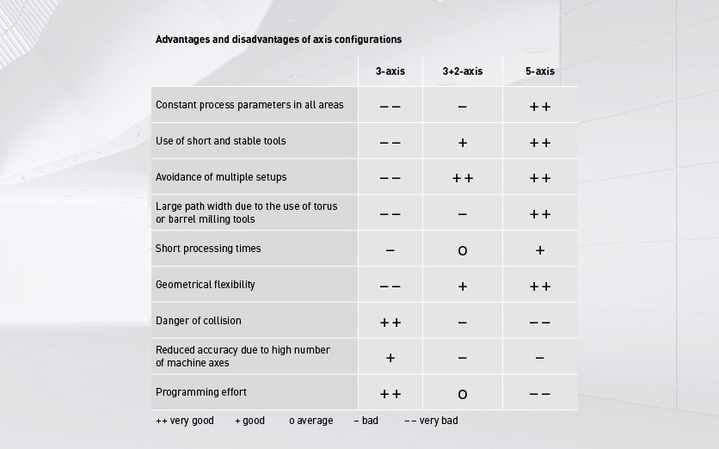
U pětiosého obrábění je třeba na úvod rozlišit to, zda se nástroj v pracovním prostoru přesouvá pouze za pomocí tří lineárních os a dvou rotačních os, nebo zda se v příslušných osách pohybuje současně. V prvním případě hovoříme o obrábění známém jako 3 + 2, které spočívá v orientování řezného nástroje ve čtvrté a páté ose do pevné polohy, ale provádí se tříosé frézování. Při simultánním pětiosém obrábění se naopak všech pět os stroje může natočit do libovolného směru.

Simultánní pětiosé frézování na vzestupu
Na úvod je třeba říci jedno: Pronikání na trh, které je z pohledu pětiosého frézování stále na začátku, se v budoucnu pravděpodobně podstatně změní v prospěch pěti os, a to navzdory problémům s využitím tohoto procesu. To bylo ostatně vysvětleno na příkladu ve výše citované studii před čtyřmi lety. V době, kdy studie probíhala, předpokládali výrobci nástrojů budoucí nárůst využívání pěti os (v dokončovacích procesech) o více než 50 procent.
Je zřejmé, že výhody 3D frézování jsou pro uživatele stále zřetelnější a lukrativnější. Pokud jde například o technologii výroby, lze díky pěti číslicově řízeným osám kdykoli umístit nástroj a jeho břity do libovolného bodu obrobku, přičemž se pohybují po zakřivené ploše (volná plocha) a zachovávají libovolný zadaný úhel k povrchu obrobku s vysokou přesností.
Jednou z největších výhod pětiosého stroje je schopnost vyrábět komplexní obrobky a přesné komponenty většinou pouze v jednom zakladači za kratší dobu a s nižšími náklady. Díky takovému stupni volnosti lze simultánní pětiosé obrábění využít k výrobě prakticky libovolného tvaru obrobku na jedno upnutí. Tím se sníží neproduktivní prostoje a také předejde nepřesnostem při přechodu z jednoho stroje na druhý. Kromě toho je možné vždy přesně definovat úhel náklonu nástroje vůči obrobku. To umožňuje použití nástrojů kratších standardních délek, což zase zvyšuje tuhost, umožňuje vyšší posuvové rychlosti a prodlužuje životnost nástroje.
Důvodem stále častějšího využívání pětiosého obrábění souvisí s trendem náročnějších a složitějších obrobků v menších a menších sériích. K tomu se přidávají zvyšující se požadavky na přesnost a kvalitu povrchu komponentů a také stále kratší reakce na obdrženou poptávku a dodací lhůty. Výrobci jako DMG MORI navíc také tlačí na větší přijetí adekvátních pětiosých obráběcích center. Kromě toho se mohou výrobci obráběcích strojů spoléhat na stále chytřejší systémy, což ve střednědobém horizontu umožní pětiosé dílenské programování přímo v zorném poli uživatele. V neposlední řadě dodavatelé také pokračují ve vylepšování digitálního procesního řetězce od CAD přes CAM až po CNC. Proto mnozí odborníci předpokládají, že brzy by mohlo být možné provádět plně automatické NC programování včetně chytrých simulačních rutin.
Stroje pro simultánní pětiosé frézování
Základem úspěchu však byl a vždy bude adekvátní frézovací stroj nebo vhodné obráběcí centrum. Podle kinematiky strojů pracujeme kromě lineárních os X, Y, Z ještě s osami A, B, C, se kterými souvisí rotační pohyby vřetena nebo obrobku nebo upínací desky v různých konstelacích. Dle legendárního manuálu k CNC lze univerzálního relativního pohybu mezi nástrojem a obrobkem v zásadě dosáhnout třemi způsoby:
- nehybný obrobek a dvě rotační osy nástroje,
- nehybná osa nástroje a dva rotační pohyby obrobku, např. se sklopným otočným stolem,
- jeden rotační pohyb osy nástroje a jeden rotační pohyb obrobku, které jsou navzájem posunuté o 90°.
U frézovacích strojů se sklopným stolem se například stůl s osou A otáčí kolem podélné dráhy pojezdu osy X, zatímco u frézovacích strojů se sklopnou hlavou se osa B frézovací hlavy otáčí kolem osy Y a současně se osa C otáčí kolem osy Z. O vhodnosti té či oné konstelace pro uživatele vždy rozhoduje spektrum obrobků zákazníka.

Poznámka na závěr
Na závěr zbývá zmínit, že základy pětiosého frézování na frézovacích strojích se neliší od pětiosého frézování na soustruzích. Zde pak spíše vyvstávají otázky o výhodách procesní integrace. To je ovšem zcela jiný „příběh“, který si objasníme v jiném článku.