
CTX beta 2000
Univerzální soustružnické centrum
Max. průměr obrobku
31 in.
800 mm
Max. délka obrobku
79 in.
2 000 mm
Max. průměr použité tyčoviny
4 in.
110 mm
Max. pojezd v ose X
16 in.
415 mm
Max. pojezd v ose Y
6 in.
150 mm
Max. pojezd v ose Z
80 in.
2 025 mm
Alternativy pro řízení a software
SIEMENS
Hlavní vlastnosti
Vysoce přesná revolverová hlava pro maximální přesnost s 4 000 ot/min, výkonem 12,5 kW a krouticím momentem 85 Nm
- <10 μm tolerance v průměru
- Tepelná stabilita <10 μm díky aktivnímu chlazení
Obrábění obrobků až do průměru 600 mm a obrobené délky až 2 000 mm
- Max. průměr sklíčidla 500 mm
- Revolver VDI 50 se 12 poháněnými nástrojovými pozicemi + 6 blokových nástrojových pozic
- NC koník a opěrka (volitelně)
Obrábění dílů až do průměru 600 mm a obrobené délce až 2 000 mm
- Průměr až 800 mm
- Obrábění tyčoviny až do Ø 111 mm
- Hlavní vřeteno ISM 102 s 4 000 ot/min, 45 kW a 770 Nm ve standardní výbavě, volitelně ISM 102 plus s 2 500 ot/min, 52 kW a 2 200 Nm

Přesnost
- Maximální stabilita a dlouhodobá přesnost
- Maximální tepelná stabilita díky vodou chlazeným integrovaným motorům vřeten
- linearBezkonkurenční dlouhodobá přesnost díky lineárnímu odměřování v ose X ve standardní výbavě

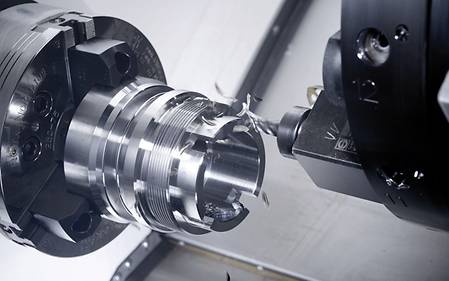
Příklady aplikací
Řídicí software
Zažijte rychlost Digital Transformation (DX)
Změňte revolučně své pracovní postupy, odemkněte nové příležitosti, zvyšte efektivitu a podpořte udržitelnost snížením spotřeby energie - a zároveň získejte silnou konkurenční výhodu.
Lámání třísek

- Kmitavý pohyb osy posuvu vede k řezání vzduchem, což vede k účinnému zmenšování velikosti třísek.
- Pro vnější podélné soustružení vnitřních a vnějších průměrů, čelní obrábění, vrtání a drážkování*.
- Integrovaná bezpečnostní funkce kontroluje věrohodnost zadaných parametrů.
* U šikmých povrchů je výsledkem krokový vzor, protože posuv může kmitat pouze v jedné ose najednou.
Hlavní vlastnosti
Užitek pro zákazníka

Před vlastním obráběním lze stav obrábění zkontrolovat pomocí grafického znázornění.
- Délku třísky lze prakticky určit podle cyklu a je nezávislá na materiálu.
- Žádné další přerušení procesu, protože se vyhnete třískám.
- Snadné nastavení na HMI s vysokou provozní bezpečností

Vlevo: Oscilaci lze nastavit pomocí nejjednodušších parametrických vstupů / Vpravo: Jednoduše ji aktivujte pomocí ON / OFF v HMI.
Řízení stavu programu

- V kombinaci se strukturním programováním Gildemeister. Bezpečný a rychlý náběh obráběcího programu po přerušení.
- Snadný provoz programu, zejména s více vřeteny nebo zásobníkem nástrojů
- Zobrazí stav procesu u obrobku
Hlavní vlastnosti
Užitek pro zákazníka
- Zobrazení podrobného stavu na ovládacím prvku
- Poznámky lze zadat automaticky prostřednictvím strukturního programování GILDEMEISTER.
- Snadný opakovaný vstup do programu pomocí tlačítka namísto nutnosti hledat konkrétní blok.
GILDEMEISTER Strukturální program
- Strukturovaný přístup s více než 20 standardními programy a více než 200 variantami zpracování včetně automatizace (zpracování tyčí, nakládání robotů/portálů, ...)
- Zobrazení stavu programu s doplňkovými značkami (EPS) pro dílčí programy.
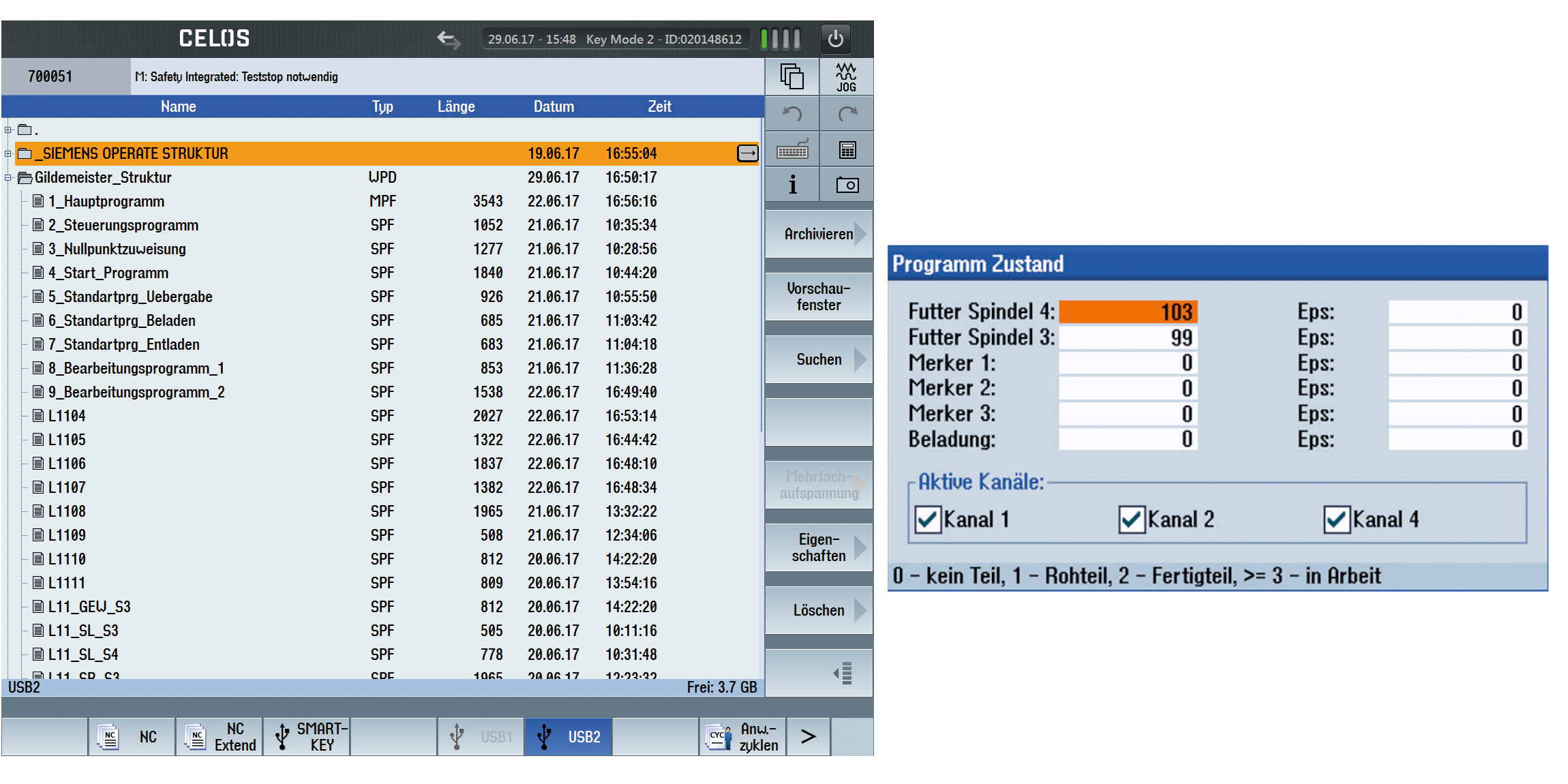
Vlevo : HMI se stavem značek. / Vpravo : Přehledná struktura programu.
Soustružení polygonů / oválů

- Snadná výroba součástek s jiným než kruhovým průřezem
- Intuitivní uživatelské rozhraní pro soustružení polygonů / oválů
Hlavní vlastnosti
Užitek pro zákazníka
- Výroba požadovaných geometrií s možností jemného doladění
- Možnost jemného doladění geometrických parametrů (dlouhé / krátké poloosy a úhel ložiska)
- Obrábění lze kombinovat s hlavním vřetenem nebo protivřetenem

Vlevo : Přímo nad povrchem lze zadat předsazení a polohu opěry v osách X a Z. / Vpravo : Sledování polohy opěry prostřednictvím definovaného okna Poloha.
Ražení drážek

- Strukturované zadávací parametry pro geometrii drážky, nástroj a obráběcí strategii
- Svobodná volba vnitřních i vnějších drážek v libovolné poloze a libovolném počtu
- Snadná kompenzace vychýlení nástroje
- Výpočet zůstatkových zdvihů podle zvolené obráběcí strategie
Hlavní vlastnosti
Užitek pro zákazníka
- Velká flexibilita při zhotovení drážek libovolné geometrie pomocí standardních nástrojů na standardních strojích
- Spolehlivá alternativa v případech, kdy ražení poháněnými nástroji již není ekonomicky nebo technologicky výhodné
- Díky stabilitě stroje tuhé vedení nástroje pro lepší kvalitu drážek
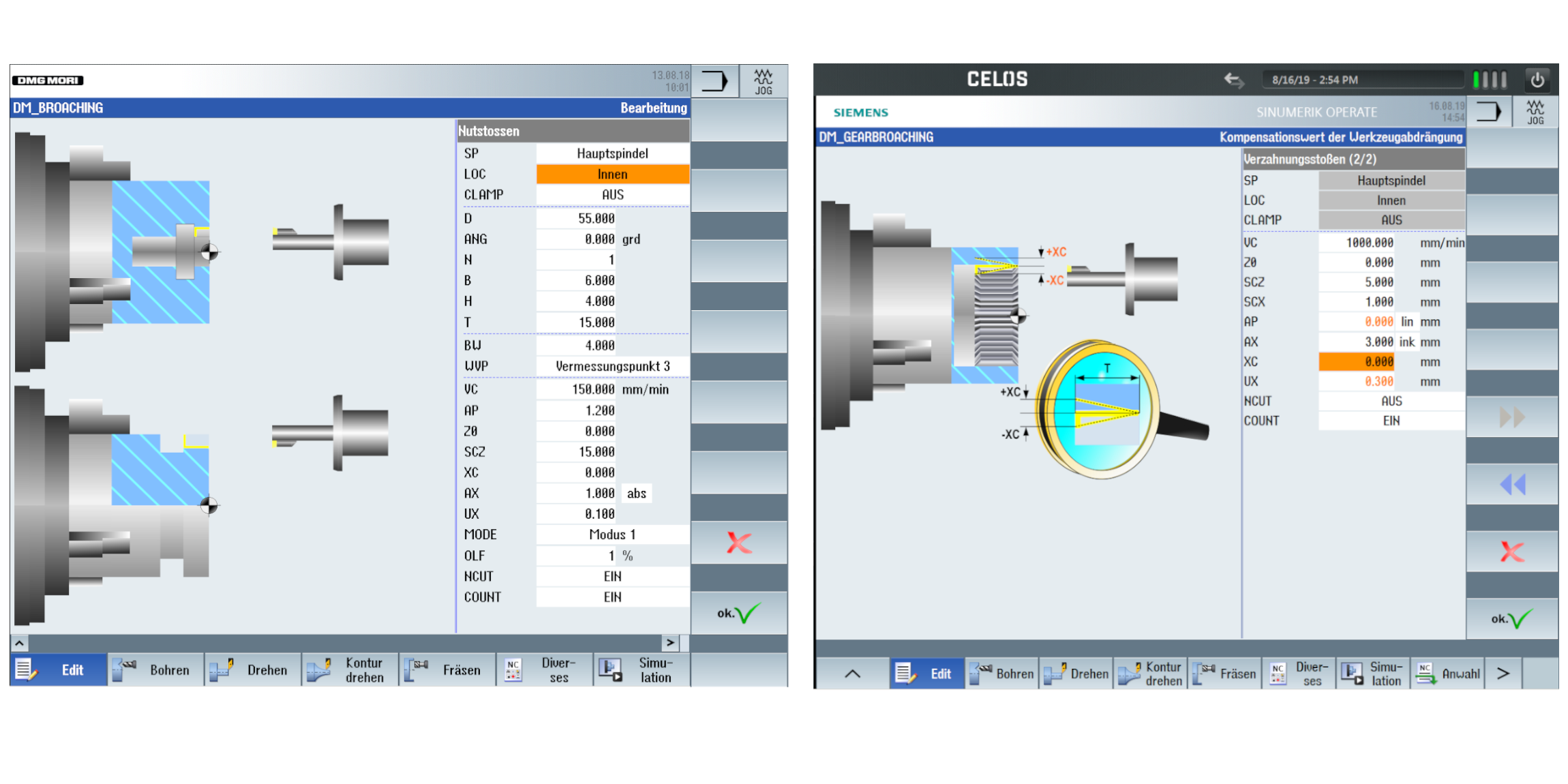
Vlevo: zadávací okno pro vnitřní a vnější drážky dle DIN s použitím standardních nástrojů / Vpravo: zadávací parametry pro procesní strategii - kompenzace vychýlení nástroje
Cyklus pro vícechodé závity 2.0

- On-Point Threading - zhotovení závitu orientovaného na polohu
- Volná definice kontury, stoupání a počtu chodů
- Zhotovení velkých pohybových nebo speciálních závitů, které nelze obrábět prostým soustružením
Hlavní vlastnosti
Užitek pro zákazníka
- Snadné programování trapézových, pilových a oblých závitů přímo na stroji
- Šnekové dopravníky s libovolnou geometrií profilu
- Snadný návrh kuličkových matic s příčnými otvory

Vlevo : Zadání parametru pro délku závitu, polohu pf závitu a vzdálenost vtahovacího pohybu. / Vpravo : Zadání parametrů pro tvarování závitu, např. výška profie, průměr stoupání atd
Cyklus pro vícechodé závity 2.0 Pro

Highlights
- Výroba profilů s podříznutím díky jemnému rozlišení tvaru profilu
- Použití standardních nástrojových držáků pro obrábění levého i pravého boku
- Kvalita povrchu až Ra 0,3 na slitinách CrNi
Hrot protivřetena

- Dokonalá kombinace šestistranného kompletního obrábění a funkce koníku
- Automatické zakládání a vykládání hrotu koníku do sklíčidla hlavního vřetena či protivřetena pomocí frézovacího vřetena a jeho založení do zásobníku
- Podpora dlouhých a štíhlých obrobků na hlavním vřetenu díky synchronnímu hrotu protivřetena
Hlavní vlastnosti
Užitek pro zákazníka
- Vyšší přesnost součástek díky automatické výměně bez otevření dveří (konstantní tok tepla)
- Zamknutí polohy vřetena s hrotem pro vyšší bezpečnost procesu

Vlevo : Automaticky změněný středicí hrot. / Vpravo : Maska pro zadávání parametrů: Řízení čištění, změna hrotu a řídicí chladicí kapaliny.
Upichování ve směru Y

- Vyšší stabilita díky optimálnímu rozdělení řezné síly ve směru upichovací operace
- Generování posuvu ve směru Y pro upichování obrobků stisknutím tlačítka
- Kompatibilní se standardním cyklem CYCLE92 (part off cycle), takže obsluha může operaci programovat standardním způsobem (ShopTurn a DIN/ISO)
Hlavní vlastnosti
Užitek pro zákazníka
- Až třikrát vyšší produktivita (3násobný posuv) při lepší kontrole třísky
- Nižší hlučnost a vyšší kvalita povrchu díky vyšší stabilitě nástroje
- Menší ztráty materiálu díky menší šířce úpichu

Vlevo : Maska obsluhy pro zapnutí upínacího cyklu v ose Y na revolverových a soustružnických strojích. / Vpravo : CoroCut® QD pro technologii řezných nástrojů pro upichování v ose Y vyvinutou společností Sandvik Coromant.
Easy Tool Monitor 2.0

- Prevence poškození v důsledku závady nebo přetížení nástroje
- Bez senzorů s automatizovaným stanovením mezí zatížení
- Pro soustružení, frézování a vrtání (až do průměru 3 mm)
- NOVINKA: Uživatelské rozhraní na vedlejším displeji CELOS SideScreen
- NOVINKA: Výkonný algoritmus pro efektivní monitorování po vyrobení prvního obrobku
Hlavní vlastnosti
Užitek pro zákazníka
- Balík pro ochranu: dokonalý doplněk soustruhů MPC. Cenová výhoda (cca 40 %)
- Uložte si meze monitorování pro každý nástroj a každou řeznou hranu v programu

Vlevo : Zobrazení stavu LIVE v CELOS Sidescreen; aktuální, nastavené procesní hodnoty. / Vpravo : Snadné ovládání monitorovacích parametrů v tabulce nástrojů.
Cyklus návratu

- Pomocí příslušného tlačítka se osa X a Y přesunou do pozitivních koncových poloh pro vnější obrábění
- Ideální pro přípravu pracoviště pro nastavení a také pro nouzové situace.
Hlavní vlastnosti
Užitek pro zákazníka

Funkčnost - Volba cyklu stisknutím příslušného tlačítka na ovládacím panelu.
- Snadný provoz při nastavování vícekanálových strojů
- Možnost jemné reakce během externího obrábění jako záchranná funkce
Excentrické soustružení a frézování

- Superpozice soustružnického pohybu prostřednictvím dodatečných příčných pohybů v osách X a Y
- Použitelné pro soustružení a frézování
Hlavní vlastnosti
Užitek pro zákazníka
- Snadná výroba excentrických geometrií
- Přesné spojení a synchronizace os na pozadí

Vlevo : Zadejte parametry pro polohu vnější oblasti obrobku. / Vpravo : Grafické znázornění polohy uvnitř obrobku.
autoCHUCK 2.0

- Automatická optimalizace regulačních parametrů hlavního vřetena a protivřetena bez mechanického propojení
- Redukce přípravných časů
- Lepší kvalita obrobků
Hlavní vlastnosti
Užitek pro zákazníka
- Úspora času při přípravách
- Automatické určení vhodného nastavení vřetena nezávisle na zkušenostech obsluhy stroje
- Záznam nastavení parametrů v NC-programu pro stálou kvalitu obrobků

Vlevo: Zjednodušená použitelnost postupu měření a nastavování parametrů / Vpravo: Lokální uložení parametru v NC-program
Proměnlivá rychlost

- Snadný provoz díky třem parametrům a bez dodatečných snímačů
- Předcházejte vibracím díky úpravě otáček
- Aplikace pro hlavní vřeteno a protivřeteno nebo pro frézky s FD stoly s přímým pohonem Direct Drive
Hlavní vlastnosti
Užitek pro zákazníka

Zadání parametrů pro požadovanou hodnotu, diferenciální rychlost a frekvenci otáčení.
- Žádné manuální zásahy ze strany operátora
- Identická opakovatelnost všech součástek
- Vyšší bezpečnost procesu pro speciální aplikace díky zamezení vzniku vibrací. Například při použití dlouhých a tenkých vrtáků nebo pro frézování s náročným upnutím
gearSKIVING 2.0

- Přímé a šnekové externí či interní ozubení čelního ozubeného kola nebo drážky
- Šípovité zuby s vyosením – kombinovaný soustruh
- Kulové zuby pomocí matematické transformace 6. virtuální osy
Hlavní vlastnosti
Užitek pro zákazníka
- Možné vnitřní ozubení bez hranaté hlavy
- Krátké časy zpracování, 10× rychlejší než tváření
- Synchronizace a dráha nástroje řízeny cyklem
Vlevo : Obrábění profilu vnitřního ozubeného kola. / Vpravo : Obrábění vnějšího profilu ozubeného kola.
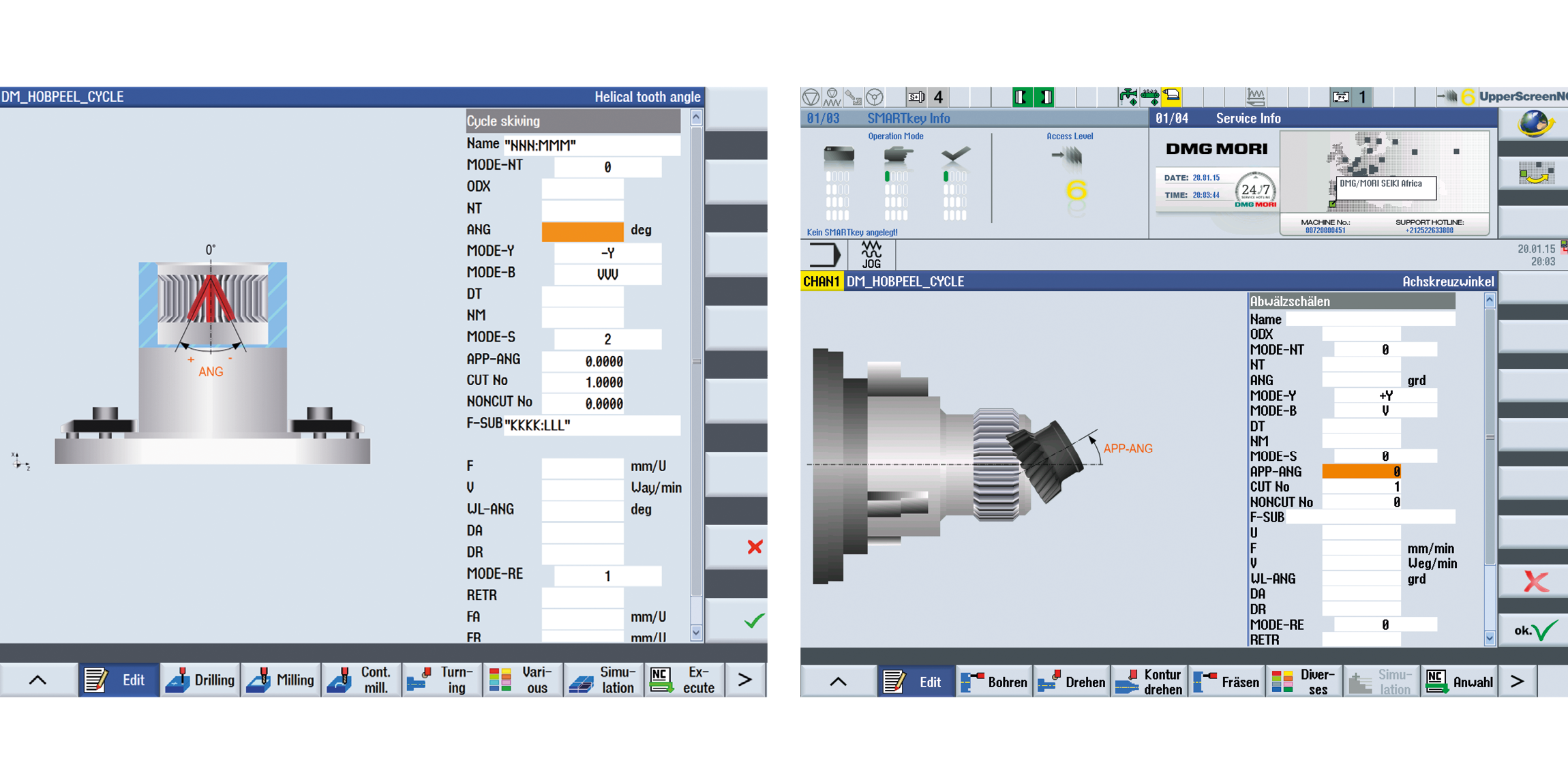
Odvalování ozubení

- Programování parametrů výroby převodů prostřednictvím dialogového vstupu
- Možno obrábět přímé, šikmé či zakřivené ozubení a šneková kola
- Lze použít závitořeznou i kotoučovou frézu
- Maximální životnost nástroje díky „posunutí“ frézy
- Dosažitelná kvalita ≤ DIN 7
Hlavní vlastnosti
Užitek pro zákazníka
- Snadná modifikace profilu ozubení
- Použití přebroušených nástrojů
- Předcházení vzniku chyb prostřednictvím monitorování (např. nesprávný úhel osy, špatné otáčky soustruhu či směr soustružení)
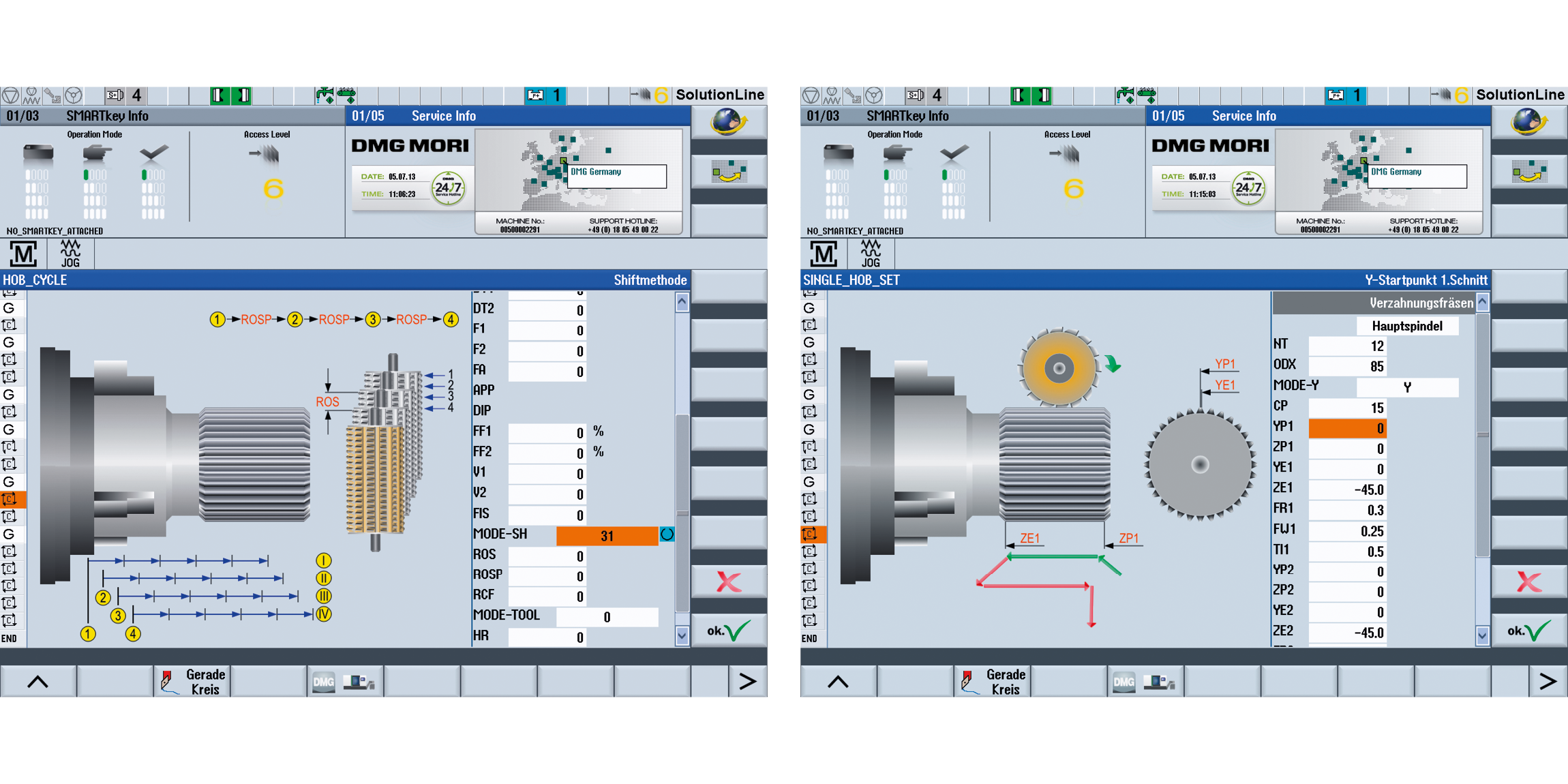
Vlevo : Dialogem podporované zadávání všech potřebných údajů o převodech. / Vpravo : Zadání parametrů ozubení frézováním jednoho zubu nebo jedné drážky.
Servis a školení
Komplexní bezstarostný servis a školení pro vaši výrobu
Využijte naši kompletní nabídku servisních služeb a praktických školení, která maximalizují výkon vašeho stroje a minimalizují prostoje. Díky komplexním balíčkům údržby, originálním náhradním dílům a školicím programům na míru posuneme vaši výrobu a váš tým na vyšší úroveň.
Stahování a technické údaje
Pracovní prostor
Max. pojezd v ose X
16 in.
415 mm
Max. pojezd v ose Y
6 in.
150 mm
Max. pojezd v ose Z
80 in.
2 025 mm
Obrobek
Max. průměr obrobku
31 in.
800 mm
Max. délka obrobku
79 in.
2 000 mm
Max. průměr použité tyčoviny
4 in.
110 mm